<nobr id="oldus"></nobr>

來源:www.anzgf.cn 發(fā)布時間:2014年11月27日
汽車、摩托車產(chǎn)品向節(jié)能、降耗、減排、綠色、環(huán)保發(fā)展是必然趨勢。由于工藝復(fù)雜,產(chǎn)品制造成本較高或很高,有許多優(yōu)良的節(jié)能產(chǎn)品難以大面積推廣,如電噴磁電機飛輪的制造。電噴磁電機為電噴發(fā)動機提供大功率電力、為CCU(中央控制器)提供曲軸位置信號,使發(fā)動機工作在較佳點火工況,提升發(fā)動機的動力性,節(jié)約燃油,同時改善系統(tǒng)排放性能,使發(fā)動機排放達標(biāo)。目前,國內(nèi)外摩托車電噴發(fā)動機的電噴磁電機飛輪的制造多采用整體鍛造后滾齒和在飛輪殼體上鉚壓帶缺的殼體以及在飛輪殼體上安裝一個齒圈等3種方式。這3種方式的主要問題是加工復(fù)雜、制造成本高、產(chǎn)品成品率低、有的外觀粗糙、性能不穩(wěn)定。
本文針對電噴磁電機轉(zhuǎn)子外殼凸包成型提出了新的工藝方案,實現(xiàn)了凸齒與殼體的沖壓一體化制造。體現(xiàn)了其在行業(yè)內(nèi)的先進性與優(yōu)越性。
1外殼凸包工藝方案分析及關(guān)鍵技術(shù)
通過對進口發(fā)達國家整車發(fā)動機的解剖研究。目前,電噴磁電機轉(zhuǎn)子外殼采用的是以下幾種方法生產(chǎn)多齒(凸包)。日本某電裝公司采用的是利用鍛件車削加工內(nèi)外圓及端面后,采用銑削或滾齒的方法加工齒形后,再去齒形毛刺,如圖1所示。此方法費料、費時、生產(chǎn)效率很低,鍛坯缺陷較多,報廢率大,同時殼體內(nèi)部的隱形鍛造裂紋在高速旋轉(zhuǎn)時存在安全隱患。意大利采用的是飛輪外殼上鉚一個沖有無數(shù)缺的引伸殼體,如圖2所示。此方法既費時、費料、不美觀、引伸后缺的高低不一,工作時脈沖信號波形不純,影響采樣及誤判,從而影響發(fā)動機的較佳匹配。德國采用的是在飛輪上壓裝一個多齒的齒圈,如圖3所示。此方法成本高、加工精度要求高。如果齒圈內(nèi)孔與飛輪外圓配合精度未達到要求,過盈量過大,影響發(fā)電量或定子、轉(zhuǎn)子擦缸;過盈量小,齒圈容易脫落,很不安全,不夠美觀。



針對以上方案的缺點,提出了凸齒與殼體的沖壓一體化工藝方案,設(shè)計了與之相匹配的電噴磁電機轉(zhuǎn)子外殼凸包成型模具。該模具直接在飛輪殼體圓周上從內(nèi)向外均勻或者不均勻沖多個凸齒(包),從而實現(xiàn)凸齒與殼體的沖壓一體化制造,如圖4所示。

凸齒與殼體的沖壓一體化制造要解決以下幾個技術(shù)難題:沖壓凸、凹模的脫模結(jié)構(gòu)設(shè)計;克服多個凸齒沖壓后的工件內(nèi)孔的變形;多個凸齒(一般24-1=23或36-2=34或60-2=58等)的分度誤差;生產(chǎn)效率、互換性與凸模、凹模的強度結(jié)構(gòu)的協(xié)調(diào)設(shè)計等;以達到?jīng)_壓出尺寸公差、形位公差達到產(chǎn)品設(shè)計要求而外形美觀、生產(chǎn)效率較高的產(chǎn)品,以便給電控噴射中央控制器(ECU)提供適時曲軸位置信號,達到較佳匹配。
一般的設(shè)計思路是采用內(nèi)外斜鍥橫向沖壓與脫模一次成型,殼體內(nèi)部空間小,布置沖頭橫向機構(gòu)困難甚至不可能,殼體外部成型后需要橫向脫模,必須布置橫向脫模浮動機構(gòu)與鎖緊機構(gòu),浮動、鎖緊機構(gòu)制造、安裝、調(diào)試復(fù)雜,成形困難且凸齒高低不一,凸齒間間距只有3~4mm,鋼板厚5mm,凸模、凹模幾乎無強度,這便是國外發(fā)達國家為什么采用圖1、圖2、圖3結(jié)構(gòu)的原因。本文變整體一次沖壓為單齒旋轉(zhuǎn)沖壓,凹模在選材及熱處理充分考究的前提下,將凹模成形部分長度變到較短,從結(jié)構(gòu)上提高其強度及穩(wěn)定性。由于產(chǎn)品自身工藝性較差,凹模壽命基本在4~5萬個沖次,因而從設(shè)計上考慮了快速更換結(jié)構(gòu),利用鍵槽定位,螺釘緊固,就可保證上下模同心,達到快速更換。
2電噴磁電機轉(zhuǎn)子外殼凸包成型模具
電噴磁電機轉(zhuǎn)子外殼凸包成型模具結(jié)構(gòu)如圖5所示。
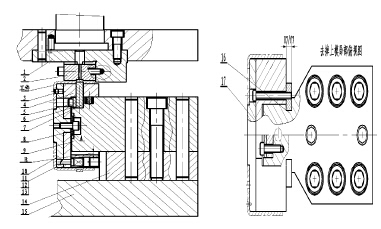
圖5中1為凹模座,2為凹模,3為定位定,4為胎模套,5為凸模壓板,6為凸模,7為卸料彈簧,8為平墊,9為凸模座,10為分度盤,11為分度釘,12為彈簧,13為螺塞,14為固定板,15為模架,16為導(dǎo)向塊,17為螺釘。
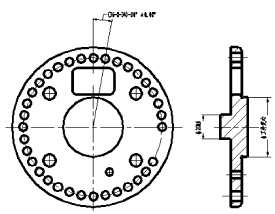
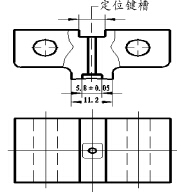
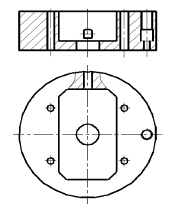
凹模通過定位鍵及螺釘與凹模固定座實現(xiàn)快速定位連接。分度盤的軸與胎模套的孔滑動配合,通過大平墊及螺釘連接,保證旋轉(zhuǎn)靈活;將分度釘、彈簧、螺塞裝入分度盤對應(yīng)孔內(nèi),保證分度釘進入分度盤孔過渡自然,定位可靠,形成組合件A。將凸模裝入胎模套對應(yīng)配合孔內(nèi),彈簧裝入凸模座內(nèi),再將組合體A胎模套孔與凸模座相配,保證運動靈活,再用導(dǎo)向塊將胎模套組合與凸模座通過螺釘連接,保證胎模套組合在凸模座上能上下移動,以便工件的定位及沖壓后從凸模上卸料。在分度盤上設(shè)有若干個位于同一圓環(huán)上均勻或不均勻分布的分度孔(根據(jù)產(chǎn)品實際凸包位置及數(shù)量設(shè)置相應(yīng)分度孔),在胎模套內(nèi)還設(shè)有一個與所述分度盤上的分度孔轉(zhuǎn)動時配合的分度釘,以及一個用于使所述分度釘復(fù)位的復(fù)位彈簧(圖6~圖8)。
工作時,將工件套在分度盤與胎模套內(nèi)定位,在分度盤上設(shè)一定位釘穿入工件的定位孔實現(xiàn)帶動工件旋轉(zhuǎn)。沖床帶動凹模下移,將工件、胎模套與分度盤整體通過導(dǎo)向塊相對凸模整體下移,壓縮彈簧,凸模伸出胎模套上圓弧面與凹模一起擠壓工件形成凸包。沖床帶動凹模上移,工件套在胎模套上,從而實現(xiàn)了工件凸齒與凹模的分離;彈簧推動胎模套,胎模套推動工件從凸模上脫出,從而實現(xiàn)了內(nèi)凹與凸模分離。此時,完成了一個齒的沖壓與脫模。然后,工件連同分度盤相對胎模套旋轉(zhuǎn)到下一定位孔處,定位釘在彈簧的作用下彈出并卡在該孔位處,從而實現(xiàn)下一工位的定位、沖壓、卸料;再旋轉(zhuǎn)再沖壓,直至達到需要的凸包數(shù)。該結(jié)構(gòu)模具已實現(xiàn)電噴磁電機轉(zhuǎn)子外殼3齒、4齒、24-1=23齒、36-2=34齒凸包以及目前國際頂尖的60-2=58齒雙缸4沖程電噴磁電機多凸包轉(zhuǎn)子外殼的制造,此結(jié)構(gòu)可實現(xiàn)任意齒數(shù)均勻或不均勻角度齒的凸包,也解決了電噴磁電機轉(zhuǎn)子凸齒與殼體沖壓成形中角度位置精確控制的較大工藝技術(shù)難點問題。
電噴磁電機轉(zhuǎn)子外殼凸包成型模具直接在飛輪殼體圓周上從內(nèi)向外均勻沖多個凸齒(包)獲取信號。該模具在制作多凸包時難度較低、成型速度較快,凸模、凹模壽命較長,工件圓度較高,維修更換方便。所制作出的產(chǎn)品凸包精度高、一致性好,分度精度高等特點。針對不同齒數(shù)、不同位置、不同尺寸的凸包,僅需更換分度盤和凸、凹模,就能生產(chǎn)不同規(guī)格的產(chǎn)品。該結(jié)構(gòu)模具已成熟運于多個型號、多個批次的電噴磁電機外殼制造,產(chǎn)品性能穩(wěn)定,凹模壽命一般在4~5萬個沖次。
3外殼與凸包沖壓一體化優(yōu)越性分析
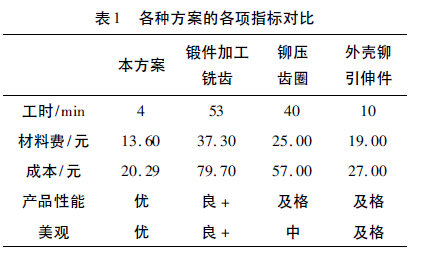
利用電噴磁電機轉(zhuǎn)子外殼凸包成型模具生產(chǎn)電噴磁電機轉(zhuǎn)子外殼與國內(nèi)外現(xiàn)有技術(shù)對比統(tǒng)計如表1所示。
4結(jié)束語
很明顯,利用電噴磁電機轉(zhuǎn)子外殼凸包成型模具生產(chǎn)電噴磁電機轉(zhuǎn)子外殼與現(xiàn)有國外技術(shù)相比具有生產(chǎn)效率高,材料成本低,外形美觀、產(chǎn)品性能優(yōu)秀。這些都是國內(nèi)外同類產(chǎn)品無法比擬的。該模具的設(shè)計對本領(lǐng)域內(nèi)大排量、摩托車電噴磁電機的設(shè)計生產(chǎn)是一個革命,對產(chǎn)品升級換代、大幅度降低產(chǎn)品成本,提高大排量摩托車、沙灘車等系列產(chǎn)品的國際國內(nèi)市場競爭力等都具有重要的意義。