<nobr id="oldus"></nobr>

來源:www.anzgf.cn 發(fā)布時間:2014年12月17日
近年來高速鋼應(yīng)用在模具制造領(lǐng)域有規(guī)模化趨勢,電機(jī)定、轉(zhuǎn)子的沖片模具越來越多地采用高速鋼來制造。模具產(chǎn)品制作過程中,以機(jī)加工和熱處理工序為主。因涉及工序面廣’工藝環(huán)節(jié)多,占用總的加工時間長,熱處理工藝周期約占整個產(chǎn)品的大半部分制作過程。消耗大量電能,產(chǎn)品的加工成本中熱處理占據(jù)相當(dāng)多的比例。
高速鋼W9M03Cr4V是一種常用于刀具制作的高合金材料。通過總結(jié)工程實踐經(jīng)驗及研究高速鋼W9M03Cr4V的金相組織理論,改進(jìn)熱處理工藝參數(shù),運用新的工藝參數(shù),適當(dāng)降低淬火、回火溫度以及回火次數(shù),減少了能源消耗,縮短熱處理工藝時間,從而降低模具制造成本,獲得機(jī)械制造技術(shù)的經(jīng)濟(jì)精度。
1表面硬度
用高速鋼W9M03Cr4V制作模具,傳統(tǒng)工序為:粗加工-半精加工-熱處理(淬火1280—1320℃+回火550—570℃,3~4次)一精加工-成品。
使用的熱處理設(shè)備為SX2-10-13型高溫箱式電阻加熱爐,溫度范圍0—1600℃,控溫精度±3℃。
本文研究將高速級進(jìn)沖模熱處理的3~4次的傳統(tǒng)工藝優(yōu)化為2次回火工藝,大大降低了電能消耗,并縮短了制造周期。
對于材料性能是否合格,工程上大多采用對其表面硬度和粗糙度的檢測來判定。
使用的硬度測量沒備為:HR-150DT型電動洛氏硬度計。
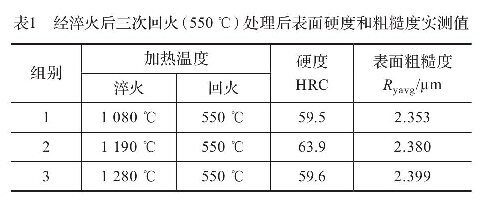
不同熱處理溫度影響高速鋼W9M03Cr4V表面硬度,如圖1所示。
從圖1中可以看出,當(dāng)淬火溫度達(dá)到1190℃,并經(jīng)過兩次回火后,W9M03Cr4V的表面硬度均達(dá)到較大。
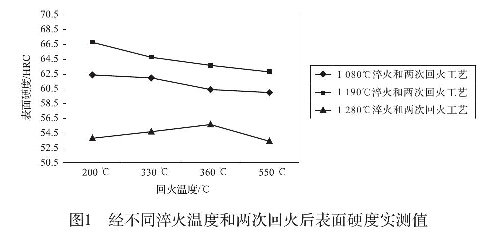
實驗研究發(fā)現(xiàn),采用淬火(1190℃)和一次回火(330—3600C),再進(jìn)行一次回火(5500C)。一方面可促進(jìn)MC、M3C先析出,碳化物細(xì)化均勻,從而產(chǎn)生二次硬化,韌性得到了提高。
330—3600C回火時,高速鋼中的馬氏體含碳量降低,合金滲碳體從馬氏體中析出,這說明經(jīng)中、低溫回火使材料的綜合機(jī)械性能得到了提高,在獲得高硬度的同時,仍然保持了足夠的韌性。新的回火工藝,不僅材料硬度得到提高,又能保持足夠的韌性,可使產(chǎn)品壽命提高。也就是說,實際制作中,采用淬火(1190℃)和兩次回火(330—360℃+550℃)能夠滿足工程的實際要求(以下簡稱一次蟀火兩次回火工藝)。
2表面粗糙度
2.1表面加工設(shè)備
磨床型號:MK1320B;
較大轉(zhuǎn)速:2500r/min;
進(jìn)給量:0.03~0.05mm/r;
采用一次淬火和兩次回火的熱處理工藝后,通過測量高速鋼W9M03Cr4V表面粗糙度,可以判斷熱處理工藝參數(shù)對材料性能的影響,從而選取較佳熱處理工藝參數(shù)。
2.2粗糙度測量
測量粗糙度時,通過觸針在被測表面直接測量讀數(shù),得一個粗糙度值Ry。選取3個試樣,每個試樣取5個數(shù)據(jù)點,Ryavg為15個Ry的平均值。通過JB-6C粗糙度顯微儀對樣塊進(jìn)行表面粗糙度檢測。
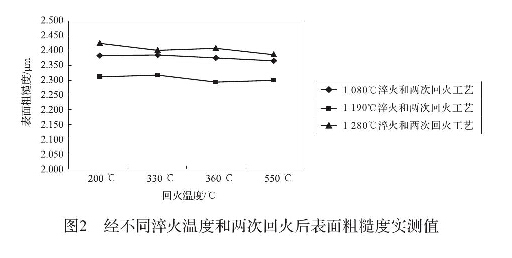
將不同淬火溫度影響高速鋼W9M03Cr4V表面粗糙度進(jìn)行歸納,得到以下曲線圖,如圖2所不。
由圖1和圖2可以看出,采用一次淬火和兩次回火新的熱處理工藝,可得到穩(wěn)定的馬氏體組織。所獲得表面硬度較高,表面粗糙度較低。
3比較
3.1硬度和粗糙度
傳統(tǒng)的高速鋼W9M03Cr4V的熱處理工藝為1280—1320℃淬火后進(jìn)行3~4次550—570℃回火處理,以求獲得穩(wěn)定的馬氏體組織,降低和消除熱處理時產(chǎn)生的內(nèi)應(yīng)力。在此狀態(tài)下測量表面硬度和粗糙度,獲得高的硬度,耐磨性和紅硬性,提高力學(xué)性能,滿足工程需要。
表1為按理論工藝所獲得的表面硬度和粗糙度實測值。將表1的數(shù)據(jù)進(jìn)行歸納,得到曲線圖如圖3,圖4。
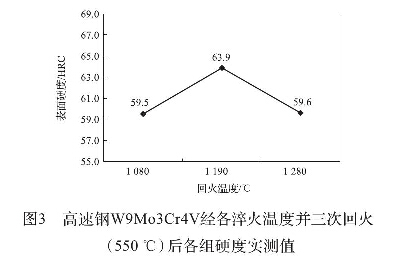
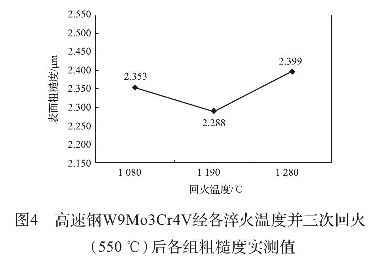
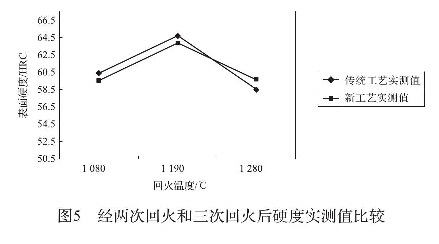
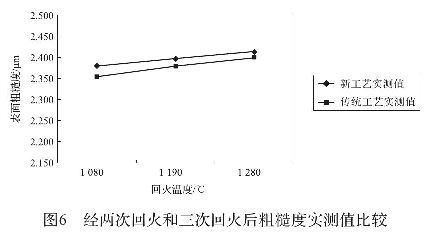
由表1中Ry的粗糙度值可以看出:淬火溫度在1080—12800C時,各回火溫度測得的表面粗糙度與淬火溫度在1280—1320℃時,通過各回火溫度所獲得的表面粗糙度值基本相似。這說明對于W9M03Cr4V的淬火溫度1080℃、1190℃和1280℃時的表面粗糙度相差不明顯。根據(jù)機(jī)械加工經(jīng)濟(jì)精度原則,較佳的加熱淬火溫度在1190℃。又根據(jù)實測數(shù)據(jù)表明,經(jīng)過三次回火獲得加工效果與兩次回火的表面硬度與表面粗糙度值變化不明顯,見圖5和圖6。
3.2熱處理時間
機(jī)加工與冷卻所用時間相同,主要差別在熱處理時間,具體見表2。
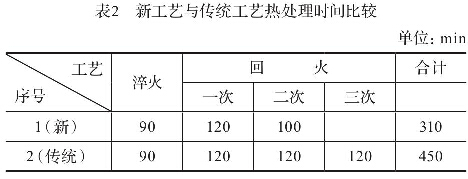
第1組方案總共用時310min,第2組方案總共用時450min。顯然,第1組采用的新工藝方案所用時間只占第2組理論工藝方案熱處理時間的68%。
3.3節(jié)能效果
改進(jìn)后的工藝淬火溫度由1250℃改進(jìn)為11500C;回火溫度由570℃共3次改進(jìn)為(300~400℃)一次,570℃一次。淬火電爐的加熱功率為5kW,回火電爐的加熱功率為2.5kW,具體數(shù)據(jù)見表3。
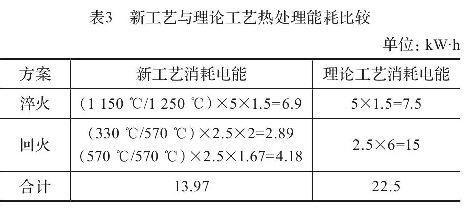
新工藝節(jié)約電能為:
(22.5-13.97)/22.5=37.9%
3.4制成后模具性能比較
采用新工藝方案,對模具硬度略有提高,粗糙度基本相當(dāng),具體見表4。

采用一次淬火和兩次回火的優(yōu)化熱處理工藝制造的電機(jī)定、轉(zhuǎn)子沖片模具,獲得了良好效果。即使一次性沖裁5萬次,沖片的邊緣仍無明顯飛邊和毛刺,證明新的熱處理工藝能夠滿足實際產(chǎn)品制作要求。
4結(jié)論
高速鋼W9M03Cr4V制造高速級進(jìn)沖模,在1190℃淬火,330—360℃和550℃各回火一次,可獲得硬度較高,表面粗糙度較低。用新工藝方案熱處理的高速級進(jìn)沖模性能(硬度、粗糙度)能滿足電機(jī)定、轉(zhuǎn)子沖片模具制造及其它各種工程實際要求,其熱處理時間約為傳統(tǒng)工藝時間的60%,節(jié)約電能35%以上。